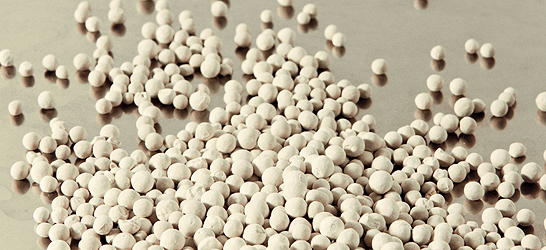
Ethanoltrocknung mittels Molekularsieb
Wasser und Ethanol bilden ein sogenanntes Azeotrop, das begrenzt, wie viel Wasser durch konventionelle Destillation gewonnen werden kann.
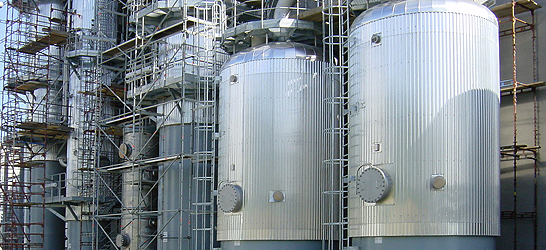
Das Molekularsiebverfahren von Vogelbusch entfernt Wasser aus jenem Gemisch von Ethanol- und Wasserdampf, welches die Rektifikationskolonne verlässt. Das Produkt ist nahezu wasserfreies Ethanol. Der Wassergehalt kann auf den spezifischen Bedarf des Kunden zugeschnitten werden - von Bioethanol mit einem Wassergehalt von 0,5 % bis hin zu Ethanol für pharmazeutische oder industrielle Anwendungen mit einem Wassergehalt von 0,01 % oder weniger.
Ausführungsvarianten
Abhängig von der Beschaffenheit des Rohstoffs (wasserhaltiges Ethanol) und dem Vorhandensein einer Alkoholdestillationsanlage gibt es zwei Optionen für die Entwässerungseinheit: integriert oder eigenständig.