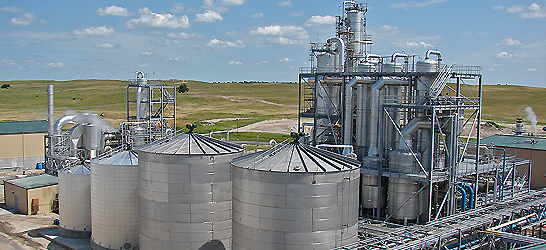
Unsere Erwartungen wurden vollstens erfüllt. Die Anlage fährt nun seit drei Jahren mit voller Kapazität und wir sind sehr zufrieden damit.
Lic. Adrián Uquía, Promaiz S. A., Bioethanolanlage, Alejandro Roca, Cordoba, Argentinien
Lic. Adrián Uquía, Promaiz S. A., Bioethanolanlage, Alejandro Roca, Cordoba, Argentinien
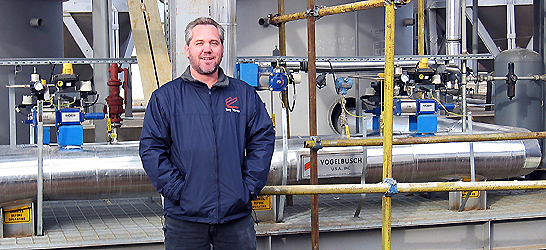
Wir wurden von einem großartigen Team betreut und sind sehr erfreut, wie das Geschäft abgewickelt wurde. Ganz besonders und als Wichtigstes möchten wir unsere Zufriedenheit mit der Leistungsfähigkeit des Essigfermenters zum Ausdruck bringen.
Alexandra Almeída, Mendes Gonçalves, Essigfermenter, Golegã, Portugal
Alexandra Almeída, Mendes Gonçalves, Essigfermenter, Golegã, Portugal
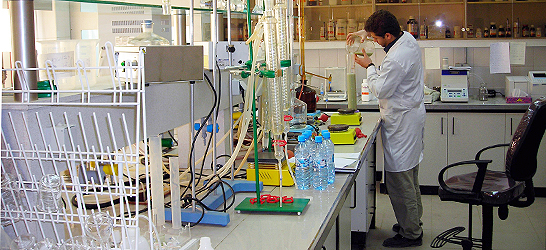
Nach der von Vogelbusch empfohlenen Rekonstruktion sind die Leistung der Rektifikationsanlage und die Qualität des Feinalkohols nun zu unserer vollsten Zufriedenheit.
Dr. Wilkening, KWST, Rektifizierung, Hannover, Deutschland
Dr. Wilkening, KWST, Rektifizierung, Hannover, Deutschland
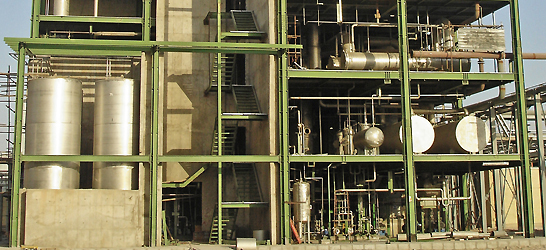
Wir haben uns für das bewährte Konzept des Destillations- und Dehydrierungssystems von Vogelbusch entschieden, da es entscheidend für die Kommerzialisierung unserer fortschrittlichen Bioenergietechnologie ist.
Mark Niederschulte, INEOS Bio JV Bioenergy Center, 2G Bioethanolanlage, Vero Beach, Florida
Mark Niederschulte, INEOS Bio JV Bioenergy Center, 2G Bioethanolanlage, Vero Beach, Florida
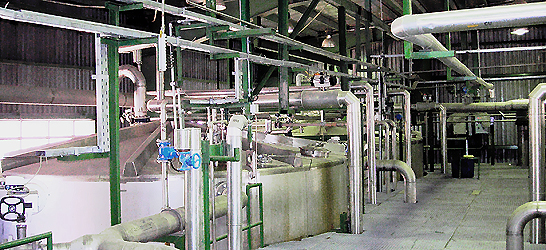
Die im Frühjahr 2005 in Betrieb genommene Anlage zeichnet sich insbesondere durch ein effizientes kontinuierliches Fermentationsverfahren sowie ein integriertes und optimiertes Energiekonzept aus.
Pressemeldung, 1.9.2006, Südzucker AG, Bioethanolanlage, Zeitz, Deutschland
Pressemeldung, 1.9.2006, Südzucker AG, Bioethanolanlage, Zeitz, Deutschland
Mit Ethanol als zusätzlichem Produkt kann unser Betrieb in Cedar Rapids die Produktion erweitern, die Anlagenauslastung verbessern und ermöglicht uns eine neue Flexibilität in der Ertragsmaximierung durch mehrfache Vermarktungsmöglichkeiten.
Tom Malkoski, Penford Products, Bioethanolanlage, Cedar Rapids, Iowa, Vereinigte Staaten
Tom Malkoski, Penford Products, Bioethanolanlage, Cedar Rapids, Iowa, Vereinigte Staaten
Nach enger Zusammenarbeit in freundschaftlicher Atmosphäre wurde die Anlage erfolgreich in Betrieb genommen. Sie läuft nun seit 10 Monaten und wir sind vollauf zufrieden mit der äußerst konkurrenzfähigen Feinalkoholqualität und der Leistung dieser sehr gut ausgestatteten Produktionslinie.
Wang Chang Nan, Harbin Winery Factory, Neutralalkoholanlage, Harbin, China
Wang Chang Nan, Harbin Winery Factory, Neutralalkoholanlage, Harbin, China
Wir haben uns für Vogelbusch entschieden, weil unser Ziel die Produktion von Trinkalkohol mit höchster Qualität ist. Zusätzlich war uns die Errichtung der Anlage in möglichst kurzer Zeit wichtig
Yulian Belev, Almagest AG, Neutralalkoholanlage, Verinsko, Bulgarien
Yulian Belev, Almagest AG, Neutralalkoholanlage, Verinsko, Bulgarien