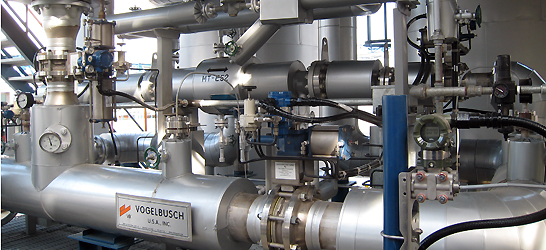
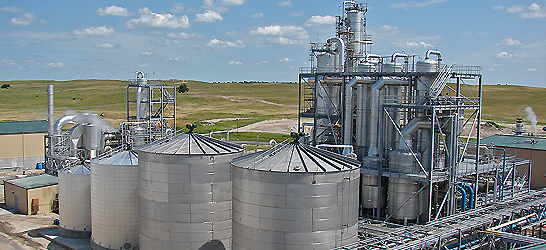
我们的期望已经完全满足了。已经三年以最高产能运作,我们对这个工厂的工作非常满意。
Lic. Adrián Uquía, Promaiz S. A., 生物乙醇工厂, Alejandro Roca, 科尔多瓦,阿根廷
Lic. Adrián Uquía, Promaiz S. A., 生物乙醇工厂, Alejandro Roca, 科尔多瓦,阿根廷
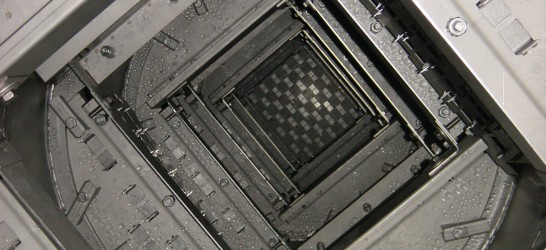
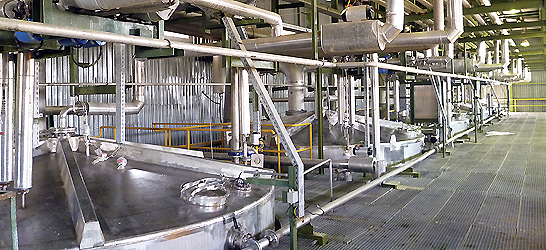
我们由一个伟大的团队提供服务,我们非常高兴其如何对待业务。特别地,最重要的是我们要传达对醋发酵罐效率的满意度。
Alexandra Almeída, Mendes Gonçalves, 醋发酵罐, Golegã, 葡萄牙
Alexandra Almeída, Mendes Gonçalves, 醋发酵罐, Golegã, 葡萄牙
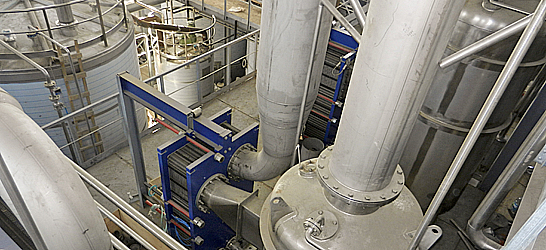
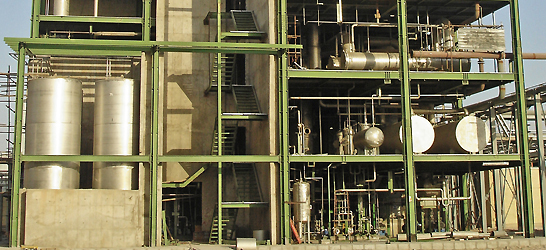
根据奥高布殊有关重建工程的咨询,精馏工厂现在显示出完全令人满意的高质酒精产量和性能。
Dr. Wilkening, KWST, 精馏装置, 汉诺威,德国
Dr. Wilkening, KWST, 精馏装置, 汉诺威,德国
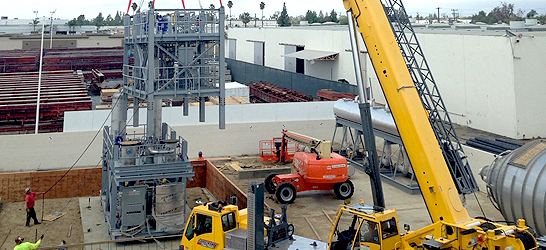
我们选择奥高布殊的蒸馏和脱水系统作为其经过验证的能力,这对我们先进的生物能源技术进行商业化至关重要。
Mark Niederschulte, INEOS Bio JV Bioenergy Center, 2G 生物乙醇工厂, 维罗比奇, 佛罗里达州
Mark Niederschulte, INEOS Bio JV Bioenergy Center, 2G 生物乙醇工厂, 维罗比奇, 佛罗里达州
该厂于2005年春季投产,感谢其突出表现有赖高效的连续发酵方法以及综合优化的能源概念。
新闻稿 1.9.2006, Südzucker AG, 生物乙醇工厂, 塞特兹
新闻稿 1.9.2006, Südzucker AG, 生物乙醇工厂, 塞特兹
添加乙醇将使我们的 Cedar Rapids 工厂增加生产和提高资产利用率,同时为我们提供新的灵活性,以最大限度地提高多个市场回报的机会。
Tom Malkoski, Penford Products, 生物乙醇工厂, Cedar Rapids, 爱荷华州,美国
Tom Malkoski, Penford Products, 生物乙醇工厂, Cedar Rapids, 爱荷华州,美国
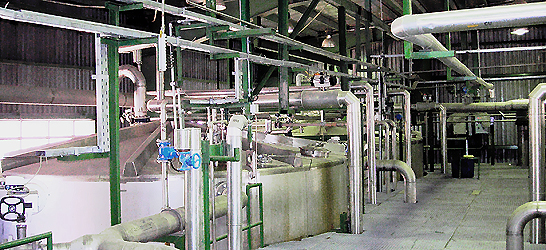
在友好的气氛中密切合作,成功启动了工厂。从开始已运行了10个月,我们完全满意这条装备精良的生产线的性能及具竞争力的最终酒精品质。
王常南, 哈尔浜酿酒厂, 中性酒精工厂, 哈尔浜, 中国
王常南, 哈尔浜酿酒厂, 中性酒精工厂, 哈尔浜, 中国
我们选择奥高布殊,因为我们的目标是生产高品质的饮用酒精。对我们来说,尽快建造工厂也很重要。
Yulian Belev, Almagest AG, 中性酒精工厂, Verinsko, 保加利亚
Yulian Belev, Almagest AG, 中性酒精工厂, Verinsko, 保加利亚