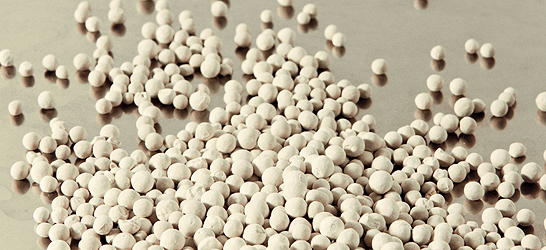
Ethanol drying with molecular sieves
Water and ethanol form an azeotrope that limits how much water can be extracted by conventional distillation.
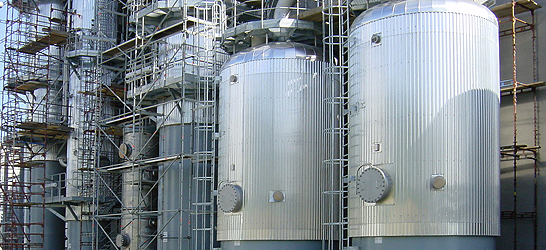
The Vogelbusch molecular sieve system allows the dehydration of ethanol past 95 % purity. It removes water from the ethanol/water vapor mixture that exits the rectification column to gain a dehydrated product. The dryness of this product can be tailored to meet specifications - anywhere from bioethanol with a water content of 0.5 % to super dry ethanol for pharmaceutical or industrial applications with a water content of 0.01 % or less.
Design options
Depending on the condition of hydrous ethanol feedstock and the presence of an alcohol distillation plant, there are two different design options for the dehydration unit: integrated or stand-alone.